Новости
16 Июня , 04:00
Российская компания внедрила рабочую схему оперативного ввоза новых иномарок из Китая

Керамический кирпич – тот самый красный кирпич, из которого сложено множество домов и других построек, как многим известно, получается в процессе обжига сформованной глины. Но не многие задумываются над тем, как именно изготавливается кирпич, какие стадии он проходит, прежде чем стать готовой продукцией. Творческая группа «Электрогазеты» побывала на кирпичном заводе в Толбазах и собственными глазами увидела весь процесс с самого начала, своими руками пощупала еще мягкий кирпич и заглянула в печь обжига с температурой почти 1000 градусов по Цельсию. И сегодня мы расскажем – как рождается башкирский кирпич.
Прежде чем построить кирпичный завод, изыскиваются новые месторождения кирпичных глин. Сырье проходит серию лабораторных – физических и химических – исследований. По их результатам подбирается технологическая линия производства кирпича со всеми машинами и механизмами для будущего завода.
Толбазинский кирпичный завод «Ажемак», на котором мы побывали, имеет собственный глиняный карьер глубиной девять метров с запасом сырья на 15-20 лет. Как на любом карьере, здесь работают экскаваторы, бульдозеры и самосвалы. При разработке карьера вскрышные породы, покрывающие залежи глины, удаляются в отвалы, а глина вывозится на территорию завода в открытый склад сырья. Здесь, на открытом воздухе, она вылеживается около полутора лет. В результате под действием климатических условий глина становится рыхлой, пластичной, однородной, улучшаются ее формовочные и сушильные свойства.

Кстати, в Башкирии не очень хорошая глина, она требует корректировки. Чтобы улучшить ее свойства, при изготовлении кирпича добавляются пластификаторы и отощители. В качестве пластификатора - вещества, придающего эластичность и пластичность при переработке, используется белая глина. В качестве отощителя - добавки, уменьшающей пластичность и воздушную и огневую усадку глин, используется песок.
Нашим гидом на этой экскурсии был главный инженер завода Риваль Габбасов. Именно он провел нас от склада сырья до склада готовой продукции, подробнейшим образом рассказывая обо всех технологических процессах.

После вылеживания глина завозится в глинозапасник в производственном корпусе завода. Материала в глинозапаснике хватает для бесперебойной работы в течение 55-60 дней. Туда же завозится и песок. Ковшовый погрузчик загружает глину в глинорыхлитель, где измельчаются крупные куски. После первичного измельчения глина подается в ящичный питатель.

Песок просеивают через вибрационный грохот, где удаляют крупные каменистые включения. После грохота песок мелкой фракции попадает в другой ящичный питатель.
В ящичных питателях сырье дозируется в определенном соотношении –75 процентов глины и 25 процентов песка, и дозированная шихта по ленточному транспортеру попадает в участок глиноподготовки.

Участок глиноподготовки состоит из целого каскада машин. Дезинтегратор разбивает крупные куски глины и удаляет каменистые включения. Вальцы грубого помола, состоящие из двух цилиндров с зазором между ними 2,5-

После этого масса для будущих кирпичей попадает в вальцы тонкого помола, где зазор между цилиндрами уже совсем маленький – 1,5-
И наконец, масса попадает в глинорастиратель. Этот аппарат очень напоминает большую мясорубку, из которой вылезают тонкие глиняные червячки.

В глинорастирателе шихта становится практически однородной по структуре и по составу. И дальше отправляется на участок формовки. Там в вакуумном экструдере при определенной влажности и нужном давлении через пресс-форму выдавливается глиняный мерный брус.

Если смотреть на него в разрезе с торца, то это обычный кирпич. Но на самом деле он не обычный, а очень-очень длинный. На многострунном резчике мерный брус разрезается на 14 кирпичей, привычных нашему взору.

Эти кирпичи совсем настоящие, но еще мягкие, как пластилин. Их можно смять, слепить из них, что угодно, разорвать на части.

Чтобы кирпичи стали твердыми, способными выдержать несколько десятков тонн нагрузки, чтобы из них можно было строить дома, их нужно высушить и обжечь. Свеженарезанные сырые кирпичи в несколько рядов заполняют сушильный стеллаж.

Заполненный стеллаж устанавливается на самоходную платформу – трансбордер – и по рельсам увозится в сушильную камеру. Это нужно сделать как можно быстрее, иначе под воздействием воздуха произойдут процессы, приводящие к растрескиванию кирпича.

Сушильных камер на заводе десять. Срок сушки в среднем 72 часа. Температурный режим в камерах сушки – 75 градусов. Но вначале, пока кирпичи еще холодные и влажные, в камерах можно находиться, не испытывая особого дискомфорта. Они забирают почти все тепло. Затем, по мере высушивания кирпичей, их влажность понижается со ста процентов приблизительно до двух, и к концу процесса сушки в камеру зайти уже проблематично – 75 градусов дают о себе знать. Горячий воздух подается в сушильную камеру сверху, из зоны охлаждения печи обжига. Большой промышленный лопастной вентилятор, двигающийся внутри камеры по рельсам, дополнительно перемешивает воздух, обдувая кирпичи.

После сушильной камеры кирпич уже твердый и на вид готовый к употреблению. Однако под воздействием обратной влаги он может рассыпаться. Чтобы добиться настоящей твердости, кирпич нужно обжечь. Из зоны сушки сушильные стеллажи попадают в участок перекладки и разгружаются. Кирпичи перекладываются в обжиговые вагонетки. В нужный момент трансбордер забирает вагонетку и проталкивает ее в печь обжига в автоматическом режиме. Людей в цехах вообще мало, в производственной зоне мы увидели буквально несколько человек, процессы практически полностью автоматизированы. Всего на заводе трудятся 86 человек.
Туннельная печь обжига – это знаковый элемент завода. Температура там достигает почти 1000 градусов по Цельсию. Так что заходить внутрь печи нежелательно. Но сверху мы все же заглянули в печь и увидели ее раскаленную начинку. Все, что способно гореть, сгорает там практически мгновенно.

Печь состоит из трех участков. Первый – участок предварительного нагрева, где кирпичи нагреваются с помощью отходящих дымовых газов при температуре 125 градусов. Второй – участок обжига, там установлены шесть групп горелок по шесть штук в каждой. Горелки работают на природном газе. Начальная температура обжига - 450 градусов, максимальная - 990 градусов. При максимальной температуре кирпич выдерживается два-три часа. И третий – участок охлаждения, на этом участке кирпич постепенно остывает до обычной температуры. Быстро охлаждать нельзя, появятся трещины.
Процессом сушки и обжига кирпича управляет оператор с центрального пульта управления. ЦПУ находится на самом верху печи, он оснащен датчиками и приборами безопасности.

- Весь технологический процесс обжига кирпича выведен на монитор. Здесь можно посмотреть – какая температура в преднагреве, в зоне обжига и в зоне охлаждения, - рассказывает Риваль Габбасов. – Температура в горелках выставляется и поддерживается в автоматическом режиме, плюс-минус два градуса. Обжиг кирпича занимает два дня. После обжига кирпич приобретает цвет в зависимости от того, какой у него химический состав. Если в составе глины преобладает железо, то кирпич становится красным, если алюминий, то более светлым. В Башкирии преобладают красные глины.
После обжига вагонетка выезжает из печи в зону разгрузки, где с нее захватом снимаются пакеты, в каждом из которых 308 штук кирпича, и укладываются в деревянные поддоны.
Все, кирпич готов.

Готовый кирпич обязательно проверяется на соответствие ГОСТ 530-2007. Далее поддоны вилочным погрузчиком увозятся на склад готовой продукции. Склад прямо во дворе. Там кирпич складируется в зависимости от марочности. Марки бывают 100, 125, 150, 175, 200, 250 и 300. Цифра обозначает допустимую нагрузку в килограммах на один квадратный сантиметр.

В сутки завод выпускает 37 тысяч штук кирпича. Суточная производительность печи обжига считается партией. На каждую партию в собственной лаборатории завода проводятся испытания кирпича. Отбирается 30 штук для приемо-сдаточных и периодических испытаний. У кирпичей проверяются размеры, форма, внешний вид – отсутствие трещин и других дефектов. Далее они испытываются на сжатие и изгиб.
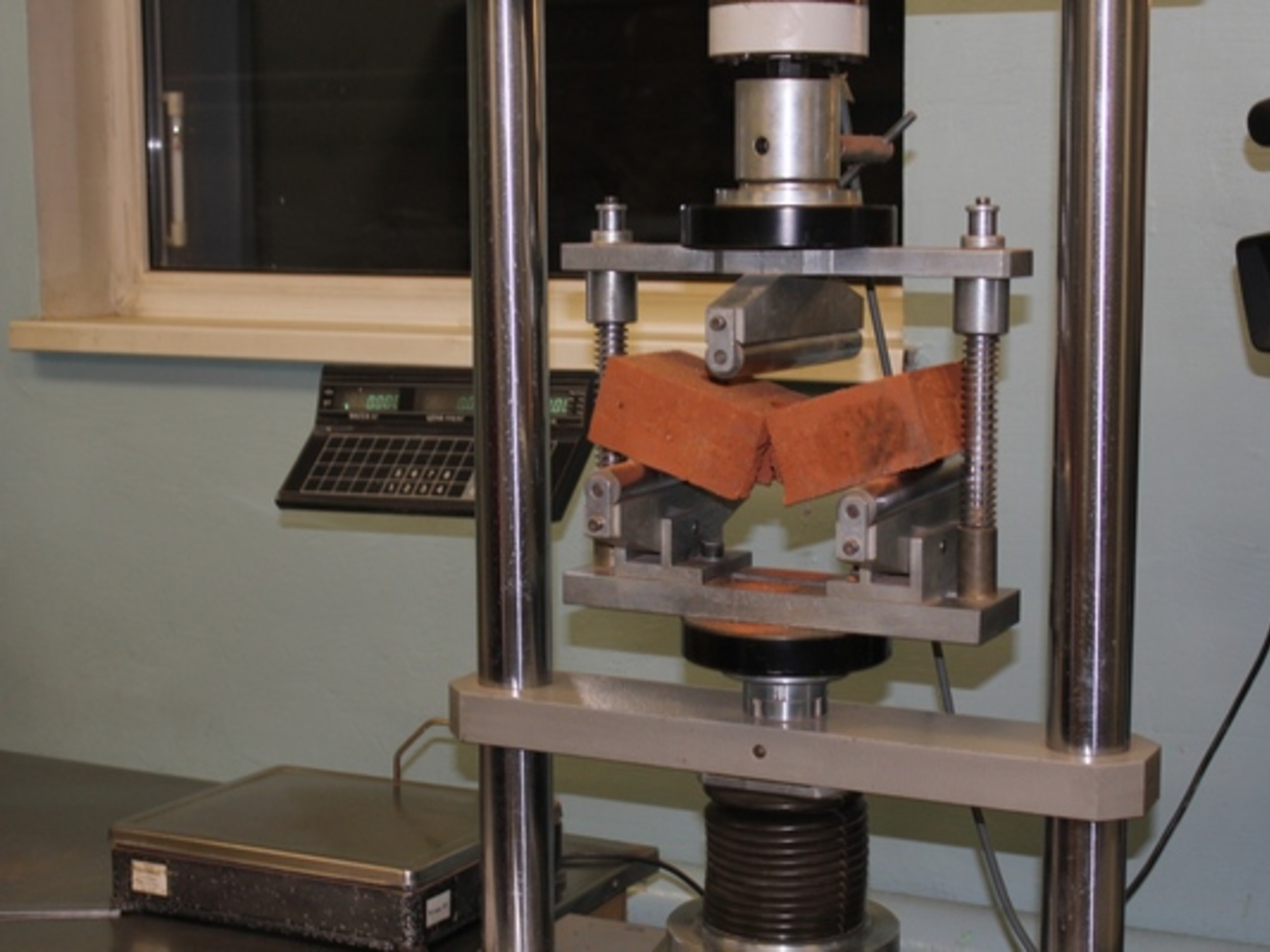
Когда в нашем присутствии их испытывали на предел прочности, кирпичи выдерживали 30 тонн, то есть качество у них было самое лучшее.

Проверяется не только готовый кирпич. Контроль качества ведется на каждом этапе работы. Кроме того, периодически, раз в две недели кирпич проверяется на известковые включения, если их больше допустимого, то на поверхности кирпича могут образовываться сколы. Раз в неделю проводится проверка на водопоглощение. Также кирпич тестируют на морозостойкость. Проводятся проверки на радионуклиды и на теплопроводность. На каждую партию выписывается документ о качестве.
И еще несколько фактов о кирпичах.
Кирпич бывает полнотелый и пустотелый. Пустотелый лучше держит тепло за счет пустот.
Размеры одинарного кирпича: в длину –
Кирпич, произведенный методом пластического формования, считается самым лучшим. Для его производства нужно много машин, большие затраты на сушку, но он себя оправдывает. Еще кирпич изготавливается методом полусухого прессования. Этот способ быстрее и дешевле, но кирпичи получаются водопроницаемыми, менее прочными и неморозоустойчивыми.
Есть и другие сведения о кирпичах, которые должен знать тот, кто решил построить себе, к примеру, дом. Но нашей задачей было выяснить - какой путь проходит глина, прежде чем стать кирпичом. Мы постарались это сделать. И теперь сотрудники «Электрогазеты», можно сказать, специалисты в кирпичном деле.



